耐食性・耐熱性に優れた
イオンハード®クロムめっき
高耐食・高耐熱性の機能性クロムめっきを開発
当社では平成25年度のサポイン事業で、腐食性の強い環境下で使われる半導体向け工具の耐食性を向上させる高機能なクロムめっきの実用化に成功しました。
近年、食品や医療関係の抗菌や滅菌環境で使用される表面処理には高いレベルでの耐食性や耐熱性が求められ、耐薬品性を有するバリア効果が必要となっております。
当社のイオンハード®クロムめっきは、ノンクラック皮膜でバリア効果を発揮しますので、抗菌や滅菌環境での耐食性を求めるお客様にご使用いただいております。


従来のクロムを上回る高耐食性
過酸化水素水35%浸漬500時間試験
素材腐食で剥離

クロムめっき
異常なし

イオンハード®
水酸化ナトリウム30%浸漬500時間試験
素材腐食で剥離

クロムめっき
異常なし

イオンハード®
イオンハード®クロムと硬質クロムとのクラック比較
クラックがある
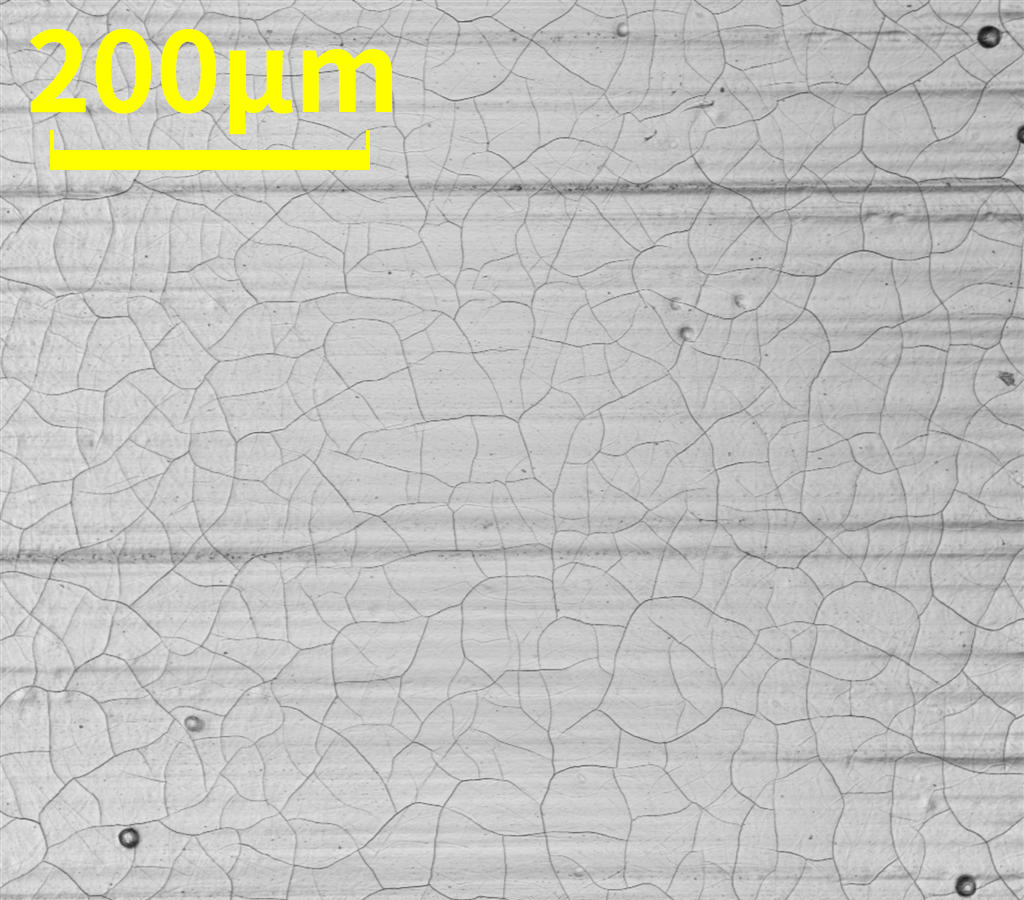
クロムめっき
ノンクラック
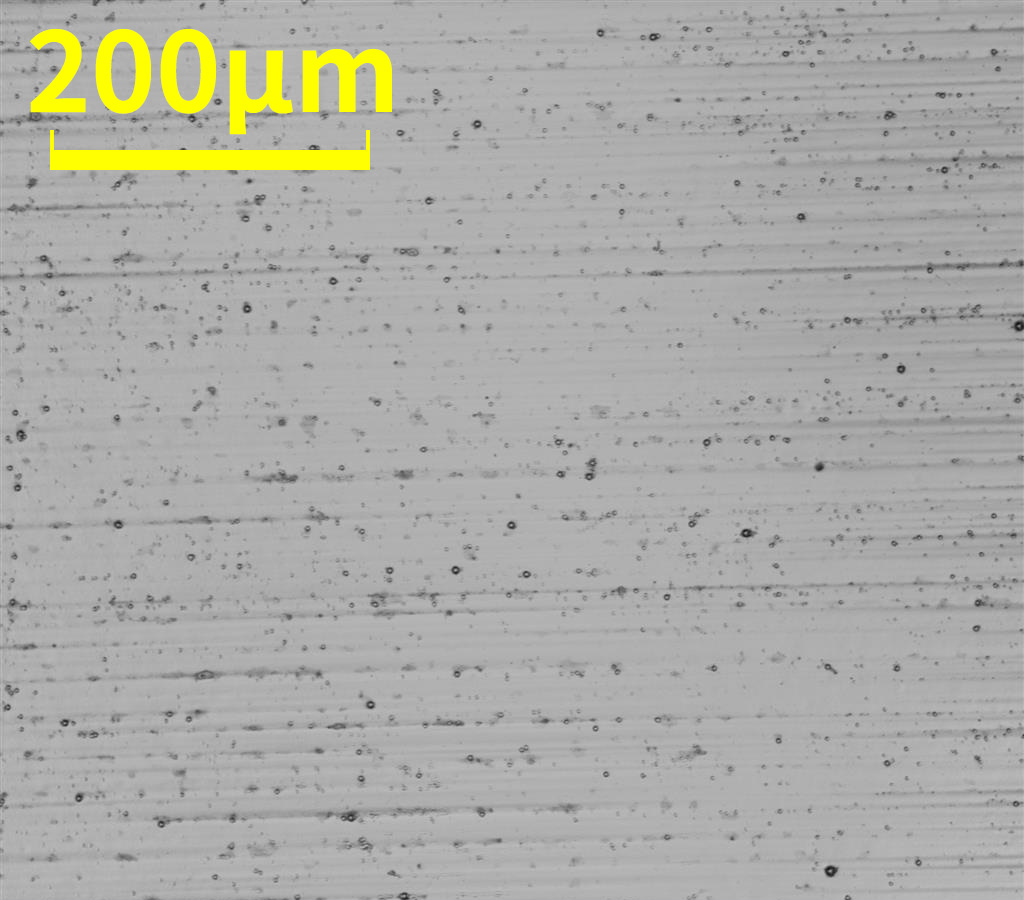
イオンハード®
クラックの断面写真
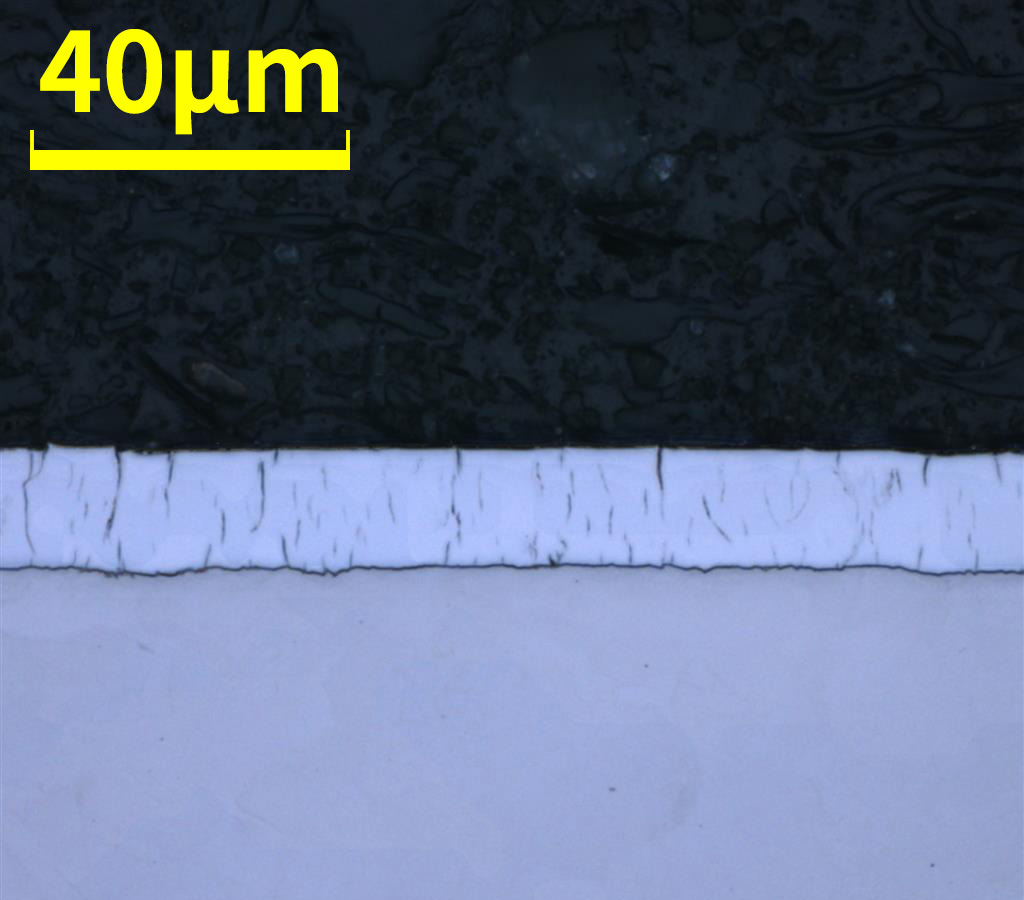
クロムめっき
ノンクラックの断面写真
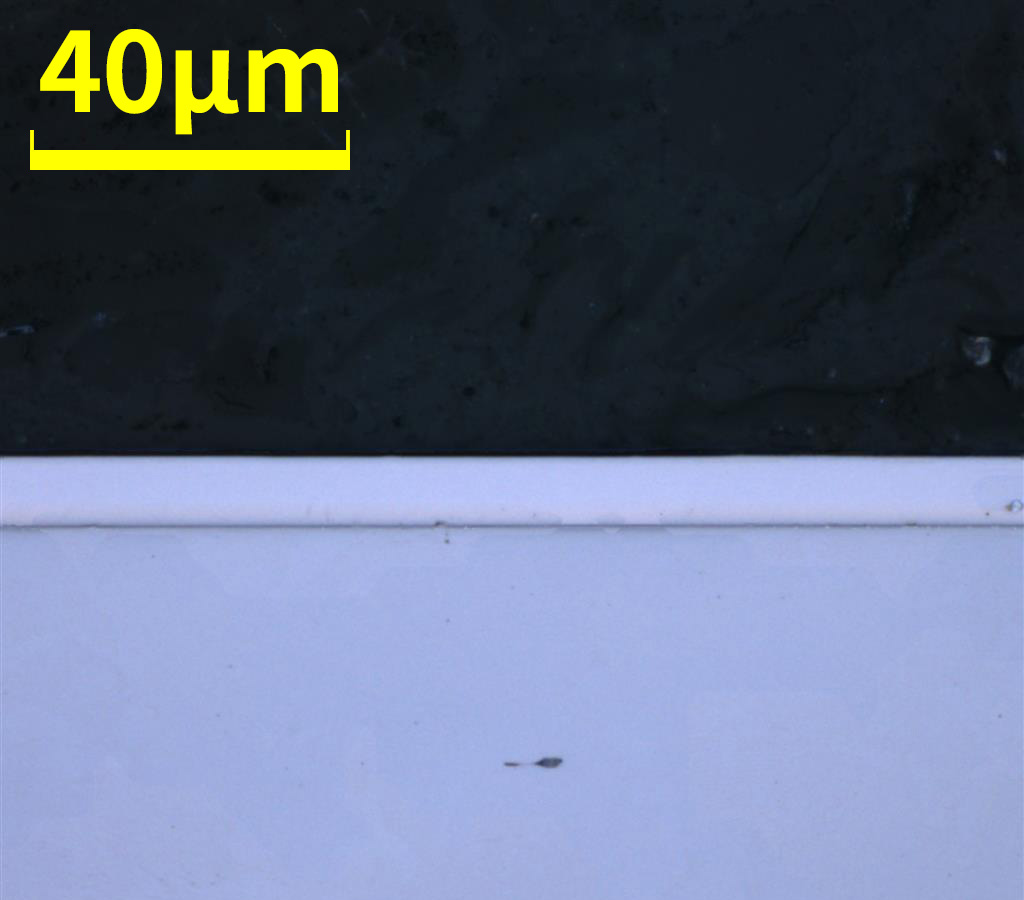
イオンハード®
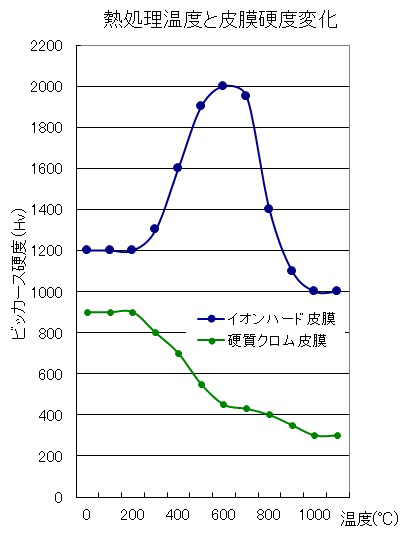
高温に強いイオンハード®
硬質クロムめっきは200度の高温環境にさらされると、硬度が低下します。これは、クロムの緻密な多結晶構造が高熱によって変質し、脆いバルク構造に近づくためです。
一方、イオンハード®は析出状態がアモルファスであるため200度くらいからの高温環境で結晶化が進み、皮膜は700度で硬度がHv2000と高くなる性質をもっています。